Plokštelių pjaustymo technologija, kaip svarbus puslaidininkių gamybos proceso žingsnis, yra tiesiogiai susijusi su lustų našumu, našumu ir gamybos sąnaudomis.
#01 Vaflių pjaustymo kubeliais kontekstas ir reikšmė
1.1 Vaflių pjaustymo kubeliais apibrėžimas
Plokštelių pjaustymas kubeliais (dar žinomas kaip įbrėžimas) yra esminis puslaidininkių gamybos žingsnis, kurio tikslas – padalinti apdorotas plokšteles į kelis atskirus kristalus. Šie kristalai paprastai turi visas grandinės funkcijas ir yra pagrindiniai komponentai, galiausiai naudojami elektroninių prietaisų gamyboje. Lustų konstrukcijoms tampant vis sudėtingesnėms, o matmenims mažėjant, plokštelių pjaustymo technologijos tikslumo ir efektyvumo reikalavimai tampa vis griežtesni.
Praktiškai pjaustant plokšteles kubeliais paprastai naudojami didelio tikslumo įrankiai, tokie kaip deimantiniai diskai, siekiant užtikrinti, kad kiekvienas štampas išliktų nepažeistas ir visiškai funkcionalus. Pagrindiniai žingsniai apima paruošimą prieš pjovimą, tikslų valdymą pjovimo proceso metu ir kokybės patikrinimą po pjovimo.
Prieš pjaustant, plokštelė turi būti pažymėta ir išdėstyta, kad būtų užtikrintas tikslus pjovimo kelias. Pjovimo metu tokie parametrai kaip įrankio slėgis ir greitis turi būti griežtai kontroliuojami, kad plokštelė nebūtų pažeista. Po pjovimo atliekami išsamūs kokybės patikrinimai, siekiant užtikrinti, kad kiekvienas lustas atitiktų našumo standartus.
Pagrindiniai plokštelių pjovimo technologijos principai apima ne tik pjovimo įrangos pasirinkimą ir proceso parametrų nustatymą, bet ir medžiagų mechaninių savybių bei charakteristikų įtaką pjovimo kokybei. Pavyzdžiui, mažo k dielektrinio silicio plokštelės dėl prastesnių mechaninių savybių yra labai jautrios įtempių koncentracijai pjovimo metu, dėl ko atsiranda gedimų, tokių kaip skilimas ir įtrūkimai. Dėl mažo k kietumo ir trapumo mažo k kiekio medžiagos yra labiau linkusios pažeisti struktūrą veikiant mechaninei jėgai arba terminiam įtempimui, ypač pjovimo metu. Įrankio ir plokštelės paviršiaus sąlytis kartu su aukšta temperatūra gali dar labiau padidinti įtempių koncentraciją.

Tobulėjant medžiagų mokslui, plokštelių pjaustymo kubeliais technologija išsiplėtė ne tik nuo tradicinių silicio pagrindu pagamintų puslaidininkių, bet ir nuo naujų medžiagų, tokių kaip galio nitridas (GaN). Šios naujos medžiagos dėl savo kietumo ir struktūrinių savybių kelia naujų iššūkių pjaustymo kubeliais procesams, todėl reikia toliau tobulinti pjovimo įrankius ir technikas.
Plokštelių pjaustymas kubeliais, kaip itin svarbus puslaidininkių pramonės procesas, ir toliau optimizuojamas atsižvelgiant į kintančius poreikius ir technologinę pažangą, taip klojant pamatus būsimoms mikroelektronikos ir integrinių grandynų technologijoms.
Plokštelių pjovimo technologijos patobulinimai neapsiriboja pagalbinių medžiagų ir įrankių kūrimu. Jie taip pat apima procesų optimizavimą, įrangos našumo gerinimą ir tikslų pjovimo parametrų valdymą. Šiais patobulinimais siekiama užtikrinti didelį tikslumą, efektyvumą ir stabilumą plokštelių pjovimo procese, patenkinant puslaidininkių pramonės poreikį mažesniems matmenims, didesnei integracijai ir sudėtingesnėms lustų struktūroms.
| Tobulinimo zona | Konkrečios priemonės | Efektai |
| Procesų optimizavimas | - Pagerinti pradinius pasiruošimus, pavyzdžiui, tikslesnį plokštelių pozicionavimą ir kelio planavimą. | - Sumažinkite pjovimo klaidas ir pagerinkite stabilumą. |
| - Sumažinkite pjovimo klaidas ir padidinkite stabilumą. | - Įdiegti realaus laiko stebėjimo ir grįžtamojo ryšio mechanizmus, kad būtų galima reguliuoti įrankio slėgį, greitį ir temperatūrą. | |
| - Mažesnis plokštelių lūžimo dažnis ir pagerinta lustų kokybė. | ||
| Įrangos našumo gerinimas | - Naudoti didelio tikslumo mechanines sistemas ir pažangias automatizavimo valdymo technologijas. | - Padidinkite pjovimo tikslumą ir sumažinkite medžiagų švaistymą. |
| - Įdiegti lazerinio pjovimo technologiją, tinkamą didelio kietumo medžiagų plokštelėms. | - Pagerinti gamybos efektyvumą ir sumažinti rankinio darbo klaidas. | |
| - Padidinti įrangos automatizavimą, kad būtų galima automatiškai stebėti ir reguliuoti. | ||
| Tikslus parametrų valdymas | - Tiksliai sureguliuokite parametrus, tokius kaip pjovimo gylis, greitis, įrankio tipas ir aušinimo metodai. | - Užtikrinti kristalo vientisumą ir elektrinį veikimą. |
| - Tinkinkite parametrus pagal plokštelės medžiagą, storį ir struktūrą. | - Padidinti derlių, sumažinti medžiagų atliekas ir gamybos sąnaudas. | |
| Strateginė reikšmė | - Nuolat ieškoti naujų technologinių sprendimų, optimizuoti procesus ir tobulinti įrangos galimybes, kad būtų patenkinti rinkos poreikiai. | - Pagerinti lustų gamybos našumą ir našumą, remiant naujų medžiagų ir pažangių lustų konstrukcijų kūrimą. |
1.2 Vaflių pjaustymo kubeliais svarba
Plokštelių pjaustymas kubeliais atlieka labai svarbų vaidmenį puslaidininkių gamybos procese, tiesiogiai paveikdamas vėlesnius etapus, taip pat galutinio produkto kokybę ir našumą. Jo svarbą galima apibūdinti taip:
Pirma, tiksli ir nuosekli pjaustymo kubeliais technologija yra labai svarbi siekiant užtikrinti lustų išeigą ir patikimumą. Gamybos metu plokštelės apdorojamos keliais etapais, kad susidarytų daugybė sudėtingų grandinių struktūrų, kurios turi būti tiksliai padalintos į atskirus lustus (lustus). Jei pjaustymo kubeliais proceso metu padaroma didelių lygiavimo ar pjovimo klaidų, grandinės gali būti pažeistos, o tai turi įtakos lustų funkcionalumui ir patikimumui. Todėl didelio tikslumo pjaustymo kubeliais technologija ne tik užtikrina kiekvieno lusto vientisumą, bet ir apsaugo nuo vidinių grandinių pažeidimų, pagerindama bendrą išeigą.
Antra, plokštelių pjaustymas kubeliais daro didelę įtaką gamybos efektyvumui ir sąnaudų kontrolei. Kadangi tai yra labai svarbus gamybos proceso etapas, jo efektyvumas tiesiogiai veikia vėlesnių etapų eigą. Optimizuojant pjaustymo kubeliais procesą, didinant automatizavimo lygį ir gerinant pjovimo greitį, galima gerokai padidinti bendrą gamybos efektyvumą.
Kita vertus, medžiagų švaistymas pjaustymo metu yra labai svarbus sąnaudų valdymo veiksnys. Pažangių pjaustymo technologijų naudojimas ne tik sumažina nereikalingus medžiagų nuostolius pjovimo proceso metu, bet ir padidina plokštelių panaudojimo galimybes, taip sumažinant gamybos sąnaudas.
Tobulėjant puslaidininkių technologijoms, plokštelių skersmenys toliau didėja, o atitinkamai didėja ir grandinių tankis, todėl kyla didesni reikalavimai pjovimo technologijoms. Didesnėms plokštelėms reikia tiksliau valdyti pjovimo kelius, ypač didelio tankio grandinių srityse, kur net ir nedideli nukrypimai gali sukelti kelių lustų defektus. Be to, didesnėms plokštelėms reikia daugiau pjovimo linijų ir sudėtingesnių proceso etapų, todėl reikia toliau tobulinti pjovimo technologijų tikslumą, nuoseklumą ir efektyvumą, kad būtų galima įveikti šiuos iššūkius.
1.3 Vaflių pjaustymo kubeliais procesas
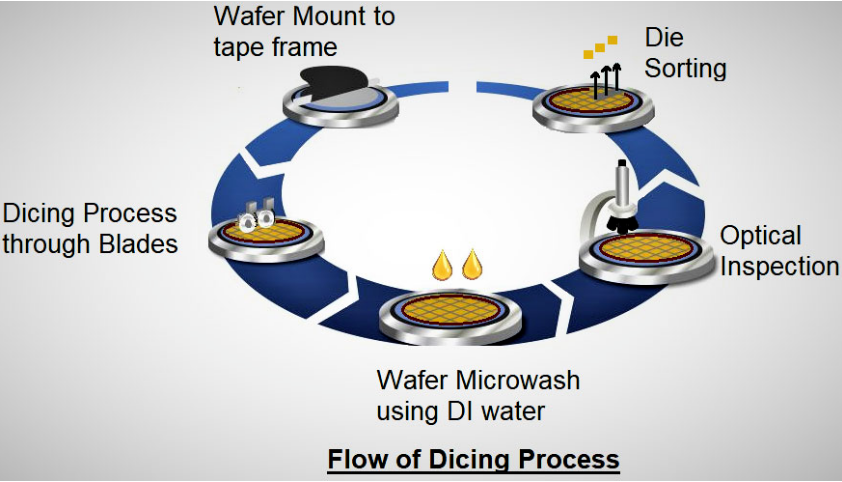
Plokštelių pjaustymo kubeliais procesas apima visus etapus nuo paruošimo iki galutinės kokybės patikros, ir kiekvienas etapas yra labai svarbus siekiant užtikrinti pjaustytų lustų kokybę ir našumą. Žemiau pateikiamas išsamus kiekvieno etapo paaiškinimas.
| Fazė | Išsamus aprašymas |
| Parengimo etapas | -Vaflių valymasNaudokite labai gryną vandenį ir specializuotas valymo priemones kartu su ultragarsiniu arba mechaniniu šveitimu, kad pašalintumėte priemaišas, daleles ir teršalus, užtikrindami švarų paviršių. -Tikslus padėties nustatymasNaudokite didelio tikslumo įrangą, kad plokštelė būtų tiksliai padalinta išilgai numatytų pjovimo takų. -Vaflinis fiksavimasPritvirtinkite plokštelę prie juostos rėmo, kad pjovimo metu išlaikytumėte stabilumą ir išvengtumėte pažeidimų dėl vibracijos ar judėjimo. |
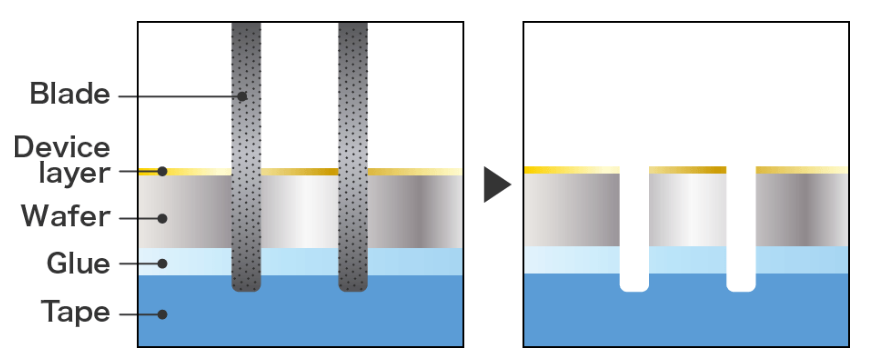
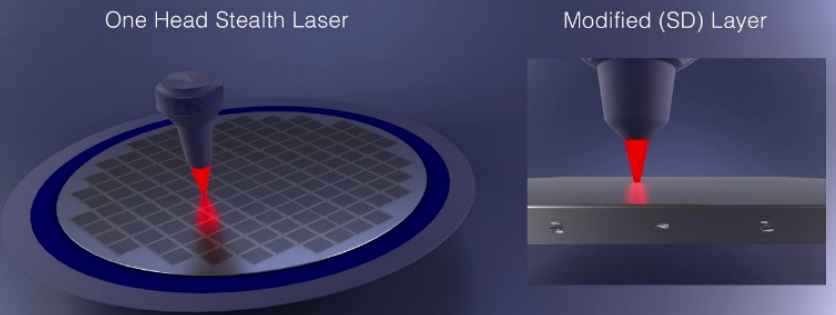
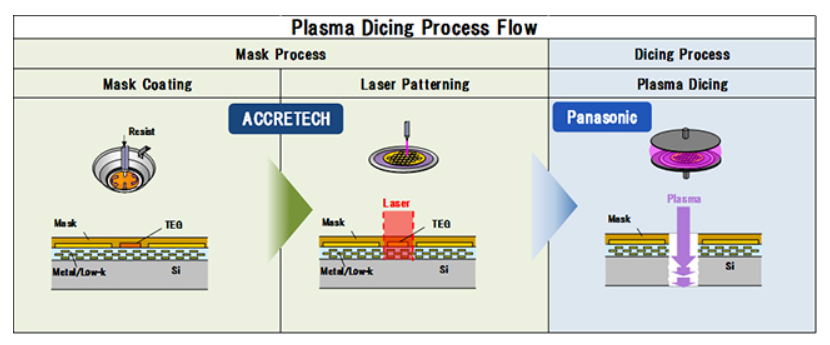
| Pjovimo fazė | -Ašmenų pjaustymas kubeliais: Fiziniam pjovimui naudojami didelio greičio besisukantys deimantais dengti peiliukai, tinkami silicio pagrindo medžiagoms ir ekonomiški. -Lazerinis pjaustymas kubeliaisNaudokite didelės energijos lazerio spindulius bekontakčiam pjovimui, idealiai tinka trapioms arba didelio kietumo medžiagoms, tokioms kaip galio nitridas, nes užtikrina didesnį tikslumą ir mažesnius medžiagų nuostolius. -Naujos technologijosĮdiegti lazerinio ir plazminio pjovimo technologijas, siekiant dar labiau pagerinti efektyvumą ir tikslumą, kartu sumažinant karščio paveiktas zonas. |
| Valymo fazė | - Pjovimo metu susidariusioms šiukšlėms ir dulkėms pašalinti naudokite dejonizuotą vandenį (DI vandenį) ir specializuotas valymo priemones kartu su ultragarsiniu arba purškiamuoju valymu, kad likučiai nepaveiktų vėlesnių procesų ar mikroschemos elektrinio našumo. - Didelio grynumo dejonizuotas vanduo apsaugo nuo naujų teršalų patekimo, užtikrinant švarią plokštelių aplinką. |
| Patikrinimo etapas | -Optinė apžiūraNaudokite optines aptikimo sistemas kartu su dirbtinio intelekto algoritmais, kad greitai nustatytumėte defektus, užtikrindami, kad supjaustytuose drožliuose nebūtų įtrūkimų ar nuskilinėjimų, pagerintumėte patikrinimo efektyvumą ir sumažintumėte žmogiškųjų klaidų skaičių. -Matmenų matavimasPatikrinkite, ar mikroschemos matmenys atitinka projekto specifikacijas. -Elektros charakteristikų bandymaiUžtikrinkite, kad kritinių lustų elektrinės charakteristikos atitiktų standartus, garantuojant patikimumą vėlesnėse taikymo srityse. |
| Rūšiavimo etapas | - Naudokite robotines rankas arba vakuuminius siurbtukus, kad atskirtumėte tinkamus lustus nuo juostos rėmo ir automatiškai juos rūšiuotumėte pagal našumą, užtikrindami gamybos efektyvumą ir lankstumą, kartu pagerindami tikslumą. |
Plokščių pjovimo procesas apima plokštelių valymą, pozicionavimą, pjovimą, valymą, tikrinimą ir rūšiavimą, kiekvienas žingsnis yra labai svarbus. Tobulėjant automatizavimo, lazerinio pjovimo ir dirbtinio intelekto tikrinimo technologijoms, šiuolaikinės plokštelių pjovimo sistemos gali pasiekti didesnį tikslumą, greitį ir mažesnius medžiagų nuostolius. Ateityje naujos pjovimo technologijos, tokios kaip lazeris ir plazma, palaipsniui pakeis tradicinį pjovimą ašmenimis, kad būtų patenkinti vis sudėtingesnių lustų konstrukcijų poreikiai, ir toliau skatins puslaidininkių gamybos procesų plėtrą.
Vaflių pjovimo technologija ir jos principai
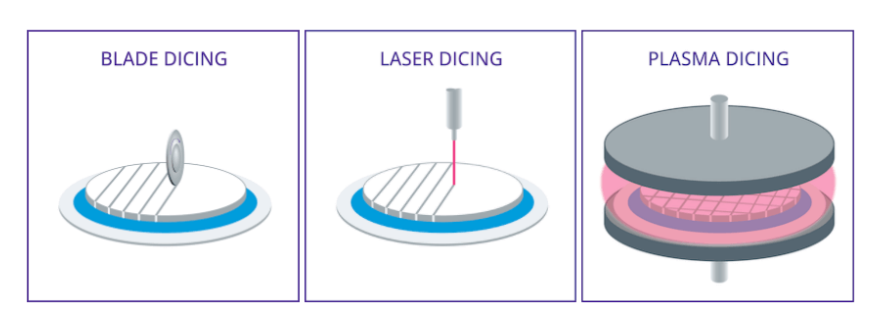
Paveikslėlyje pavaizduotos trys įprastos plokštelių pjovimo technologijos:Ašmenų pjaustymas kubeliais,Lazerinis pjaustymas kubeliaisirPlazminis kubeliais pjaustymasŽemiau pateikiama išsami šių trijų metodų analizė ir papildomas paaiškinimas:
Puslaidininkių gamyboje plokštelių pjovimas yra labai svarbus žingsnis, kuriam reikia pasirinkti tinkamą pjovimo metodą, atsižvelgiant į plokštelės storį. Pirmasis žingsnis yra nustatyti plokštelės storį. Jei plokštelės storis viršija 100 mikronų, kaip pjovimo metodą galima pasirinkti ašmenų pjaustymą. Jei ašmenų pjaustymas netinka, galima naudoti lūžio pjaustymo metodą, kuris apima ir raižinio pjovimo, ir ašmenų pjaustymo technikas.
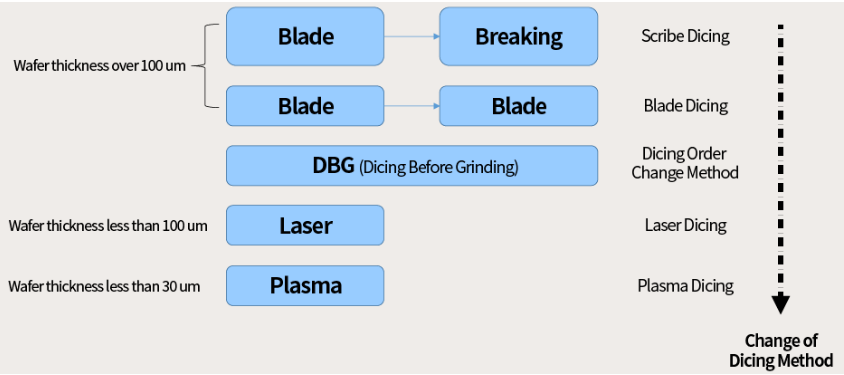
Kai plokštelės storis yra nuo 30 iki 100 mikronų, rekomenduojamas DBG (Dice Before Grinding – kauliukų pjaustymas prieš šlifavimą) metodas. Tokiu atveju, norint pasiekti geriausių rezultatų, galima pasirinkti pjovimą raižiniais, peilio pjaustymą kauliukais arba pjovimo sekos reguliavimą pagal poreikį.
Itin plonoms plokštelėms, kurių storis mažesnis nei 30 mikronų, lazerinis pjovimas tampa pageidaujamu metodu, nes juo galima tiksliai pjauti plonas plokšteles, nepažeidžiant jų per daug. Jei lazerinis pjovimas negali atitikti specifinių reikalavimų, kaip alternatyva gali būti naudojamas plazminis pjovimas. Ši schema pateikia aiškų sprendimų priėmimo kelią, siekiant užtikrinti, kad esant skirtingo storio sąlygoms būtų pasirinkta tinkamiausia plokštelių pjovimo technologija.
2.1 Mechaninio pjovimo technologija
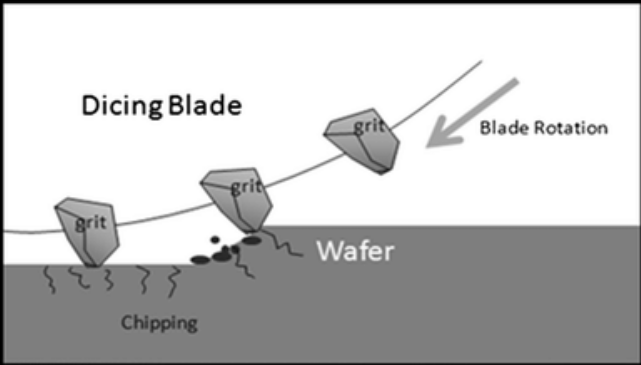
Mechaninio pjovimo technologija yra tradicinis plokštelių pjaustymo metodas. Pagrindinis principas yra naudoti dideliu greičiu besisukantį deimantinį šlifavimo diską kaip pjovimo įrankį plokštelei pjaustyti. Pagrindinė įranga apima oru valdomą veleną, kuris dideliu greičiu suka deimantinio šlifavimo disko įrankį, kad būtų atliktas tikslus pjovimas arba griovelių išfrezavimas iš anksto nustatytu pjovimo keliu. Ši technologija plačiai naudojama pramonėje dėl mažos kainos, didelio efektyvumo ir plataus pritaikomumo.
Privalumai
Dėl didelio deimantinių šlifavimo diskų kietumo ir atsparumo dilimui mechaninio pjovimo technologija gali prisitaikyti prie įvairių plokštelių medžiagų pjovimo poreikių – tiek tradicinių silicio pagrindu pagamintų medžiagų, tiek naujesnių sudėtinių puslaidininkių. Jos valdymas yra paprastas, o techniniai reikalavimai gana maži, todėl ji populiarėja masinėje gamyboje. Be to, palyginti su kitais pjovimo metodais, tokiais kaip lazerinis pjovimas, mechaninis pjovimas pasižymi geriau kontroliuojamomis sąnaudomis, todėl tinka didelio masto gamybai.
Apribojimai
Nepaisant daugybės privalumų, mechaninio pjovimo technologija taip pat turi apribojimų. Pirma, dėl fizinio įrankio ir plokštelės sąlyčio pjovimo tikslumas yra gana ribotas, todėl dažnai atsiranda matmenų nuokrypių, kurios gali turėti įtakos vėlesnio lustų pakavimo ir bandymo tikslumui. Antra, mechaninio pjovimo proceso metu gali lengvai atsirasti defektų, tokių kaip nuskilinėjimas ir įtrūkimai, kurie ne tik turi įtakos išeigos rodikliui, bet ir gali neigiamai paveikti lustų patikimumą ir tarnavimo laiką. Mechaninio įtempio sukelti pažeidimai yra ypač žalingi didelio tankio lustų gamyboje, ypač pjaunant trapias medžiagas, kur šios problemos yra ryškesnės.
Technologiniai patobulinimai
Siekdami įveikti šiuos apribojimus, tyrėjai nuolat optimizuoja mechaninio pjovimo procesą. Svarbiausi patobulinimai apima šlifavimo diskų konstrukcijos ir medžiagų pasirinkimo tobulinimą, siekiant pagerinti pjovimo tikslumą ir ilgaamžiškumą. Be to, pjovimo įrangos konstrukcinio projektavimo ir valdymo sistemų optimizavimas dar labiau pagerino pjovimo proceso stabilumą ir automatizavimą. Šie patobulinimai sumažina žmonių veiklos sukeliamas klaidas ir pagerina pjūvių nuoseklumą. Pažangių tikrinimo ir kokybės kontrolės technologijų, skirtų realiuoju laiku stebėti anomalijas pjovimo proceso metu, įdiegimas taip pat žymiai pagerino pjovimo patikimumą ir našumą.
Būsima plėtra ir naujos technologijos
Nors mechaninio pjovimo technologija vis dar užima svarbią vietą plokštelių pjovime, naujos pjovimo technologijos sparčiai tobulėja, tobulėjant puslaidininkių procesams. Pavyzdžiui, terminio lazerinio pjovimo technologijos taikymas suteikia naujų sprendimų mechaninio pjovimo tikslumo ir defektų problemoms. Šis bekontaktis pjovimo metodas sumažina fizinį plokštelės įtempimą, žymiai sumažindamas skilimo ir įtrūkimų dažnį, ypač pjaunant trapesnes medžiagas. Ateityje mechaninio pjovimo technologijos integravimas su naujausiomis pjovimo technikomis suteiks puslaidininkių gamybai daugiau galimybių ir lankstumo, dar labiau padidindamas gamybos efektyvumą ir lustų kokybę.
Apibendrinant galima teigti, kad nors mechaninio pjovimo technologija turi tam tikrų trūkumų, nuolatinis technologinis tobulinimas ir integravimas su naujomis pjovimo technikomis leidžia jai vis dar atlikti svarbų vaidmenį puslaidininkių gamyboje ir išlaikyti konkurencingumą ateities procesuose.
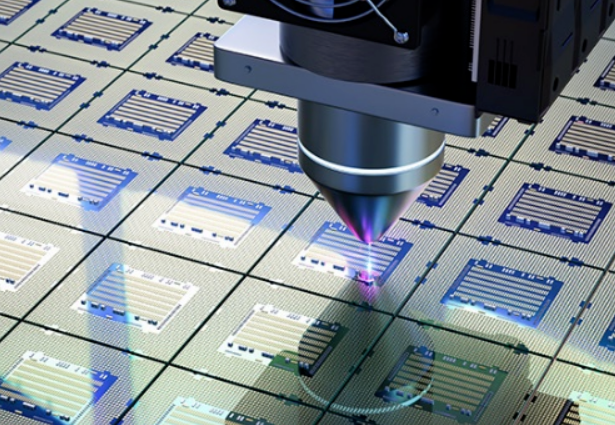
2.2 Lazerinio pjovimo technologija
Lazerinio pjovimo technologija, kaip naujas plokštelių pjovimo metodas, pamažu sulaukė didelio dėmesio puslaidininkių pramonėje dėl didelio tikslumo, mechaninių kontaktinių pažeidimų nebuvimo ir greito pjovimo galimybių. Ši technologija naudoja didelį lazerio spindulio energijos tankį ir fokusavimo gebėjimą, kad plokštelės medžiagos paviršiuje būtų sukurta nedidelė karščio paveikta zona. Kai lazerio spindulys veikia plokštelę, susidaręs terminis įtempis sukelia medžiagos lūžimą nurodytoje vietoje, užtikrinant tikslų pjovimą.
Lazerinio pjovimo technologijos privalumai
• Didelis tikslumasTikslus lazerio spindulio padėties nustatymas leidžia pasiekti mikronų ar net nanometrų lygio pjovimo tikslumą, atitinkantį šiuolaikinių didelio tikslumo ir didelio tankio integrinių grandynų gamybos reikalavimus.
• Nėra mechaninio kontaktoPjaunant lazeriu išvengiama fizinio kontakto su plokštele, taip išvengiama įprastų mechaninio pjovimo problemų, tokių kaip skilinėjimas ir įtrūkimai, todėl žymiai padidėja lustų išeiga ir patikimumas.
• Didelis pjovimo greitisDidelis lazerinio pjovimo greitis prisideda prie didesnio gamybos efektyvumo, todėl jis ypač tinka didelio masto, didelio greičio gamybos scenarijams.
Iššūkiai, su kuriais susiduriama
• Didelė įrangos kainaPradinės investicijos į lazerinio pjovimo įrangą yra didelės, o tai kelia ekonominį spaudimą, ypač mažoms ir vidutinėms gamybos įmonėms.
• Sudėtingas procesų valdymasLazerinis pjovimas reikalauja tikslaus kelių parametrų, įskaitant energijos tankį, fokusavimo padėtį ir pjovimo greitį, valdymo, todėl procesas yra sudėtingas.
• Karščio paveiktos zonos problemosNors lazerinio pjovimo nekontaktinis pobūdis sumažina mechaninius pažeidimus, terminis įtempis, kurį sukelia karščio paveikta zona (HAZ), gali neigiamai paveikti plokštelės medžiagos savybes. Norint sumažinti šį poveikį, reikia toliau optimizuoti procesą.
Technologinio tobulinimo kryptys
Siekdami išspręsti šiuos iššūkius, tyrėjai daugiausia dėmesio skiria įrangos sąnaudų mažinimui, pjovimo efektyvumo gerinimui ir procesų srauto optimizavimui.
• Efektyvūs lazeriai ir optinės sistemosKuriant efektyvesnius lazerius ir pažangias optines sistemas, galima sumažinti įrangos sąnaudas, kartu padidinant pjovimo tikslumą ir greitį.
• Proceso parametrų optimizavimasSiekiant patobulinti procesus, kurie sumažina karščio paveiktą zoną ir taip pagerina pjovimo kokybę, atliekami išsamūs lazerių ir plokštelių medžiagų sąveikos tyrimai.
• Pažangios valdymo sistemosKuriant išmaniąsias valdymo technologijas siekiama automatizuoti ir optimizuoti lazerinio pjovimo procesą, gerinant jo stabilumą ir nuoseklumą.
Lazerinio pjovimo technologija yra ypač efektyvi itin plonų plokštelių ir didelio tikslumo pjovimo srityse. Didėjant plokštelių dydžiams ir grandinių tankiui, tradiciniai mechaninio pjovimo metodai sunkiai atitinka šiuolaikinės puslaidininkių gamybos didelio tikslumo ir efektyvumo reikalavimus. Dėl unikalių privalumų lazerinis pjovimas tampa populiariausiu sprendimu šiose srityse.
Nors lazerinio pjovimo technologija vis dar susiduria su tokiais iššūkiais kaip didelė įrangos kaina ir procesų sudėtingumas, jos unikalūs privalumai, susiję su dideliu tikslumu ir nekontaktine žala, daro ją svarbia puslaidininkių gamybos plėtros kryptimi. Tobulėjant lazerių technologijoms ir intelektualioms valdymo sistemoms, tikimasi, kad lazerinis pjovimas dar labiau pagerins plokštelių pjovimo efektyvumą ir kokybę, skatindamas nuolatinę puslaidininkių pramonės plėtrą.
2.3 Plazminio pjovimo technologija
Pastaraisiais metais didelis dėmesys skiriamas plazminio pjovimo technologijai, kaip naujam plokštelių pjaustymo būdui. Ši technologija naudoja didelės energijos plazmos spindulius, kad tiksliai pjaustytų plokšteles, kontroliuodama plazmos spindulio energiją, greitį ir pjovimo kelią, taip pasiekdama optimalius pjovimo rezultatus.
Veikimo principas ir privalumai
Plazminio pjovimo procesas pagrįstas įrangos generuojamu aukštos temperatūros, didelės energijos plazmos spinduliu. Šis spindulys per labai trumpą laiką gali įkaitinti plokštelių medžiagą iki lydymosi arba garavimo temperatūros, todėl galima greitai pjauti. Palyginti su tradiciniu mechaniniu arba lazeriniu pjovimu, plazminis pjovimas yra greitesnis ir sukuria mažesnę karščio paveiktą zoną, todėl pjovimo metu efektyviai sumažėja įtrūkimų ir pažeidimų atsiradimas.
Praktiškai plazminio pjovimo technologija ypač gerai tinka sudėtingų formų plokštelėms apdoroti. Didelės energijos, reguliuojamas plazmos spindulys gali lengvai ir tiksliai pjauti netaisyklingos formos plokšteles. Todėl mikroelektronikos gamyboje, ypač individualiai ir mažomis partijomis gaminant aukštos klasės lustus, ši technologija yra labai perspektyvi plačiai naudoti.
Iššūkiai ir apribojimai
Nepaisant daugybės plazminio pjovimo technologijos privalumų, ji taip pat susiduria su tam tikrais iššūkiais.
• Sudėtingas procesasPlazminio pjovimo procesas yra sudėtingas ir reikalauja didelio tikslumo įrangos bei patyrusių operatorių, kad būtų užtikrintastikslumas ir stabilumas pjovimo metu.
• Aplinkos kontrolė ir saugaDėl aukštos temperatūros ir didelės energijos plazmos spindulio prigimties reikia griežtų aplinkos kontrolės ir saugos priemonių, o tai padidina įgyvendinimo sudėtingumą ir kainą.
Būsimos plėtros kryptys
Tobulėjant technologijoms, tikimasi, kad su plazminiu pjovimu susiję iššūkiai bus palaipsniui įveikti. Sukūrus išmanesnę ir stabilesnę pjovimo įrangą, galima sumažinti priklausomybę nuo rankinio darbo, taip pagerinant gamybos efektyvumą. Tuo pačiu metu, optimizavus proceso parametrus ir pjovimo aplinką, sumažės saugos rizika ir eksploatavimo išlaidos.
Puslaidininkių pramonėje plokštelių pjovimo ir kubeliais pjaustymo technologijų inovacijos yra labai svarbios pramonės plėtrai. Plazminio pjovimo technologija, pasižyminti dideliu tikslumu, efektyvumu ir gebėjimu apdoroti sudėtingas plokštelių formas, tapo reikšmingu nauju šios srities žaidėju. Nors išlieka tam tikrų iššūkių, šie klausimai bus palaipsniui sprendžiami nuolat diegiant technologines inovacijas, atveriant daugiau galimybių puslaidininkių gamybai.
Plazminio pjovimo technologijos taikymo perspektyvos yra didžiulės, ir tikimasi, kad ateityje ji atliks svarbesnį vaidmenį puslaidininkių gamyboje. Nuolat diegiant technologines inovacijas ir optimizuojant plazminį pjovimą, jis ne tik išspręs esamus iššūkius, bet ir taps galingu puslaidininkių pramonės augimo varikliu.
2.4 Pjovimo kokybė ir ją įtakojantys veiksniai
Plokštelių pjovimo kokybė yra labai svarbi vėlesniam lustų pakavimui, bandymui ir galutinio produkto bendram našumui bei patikimumui. Dažniausios pjovimo metu kylančios problemos yra įtrūkimai, nuskilinėjimas ir pjovimo nuokrypiai. Šias problemas lemia keli kartu veikiantys veiksniai.
| Kategorija | Turinys | Poveikis |
| Proceso parametrai | Pjovimo greitis, padavimo greitis ir pjovimo gylis tiesiogiai veikia pjovimo proceso stabilumą ir tikslumą. Netinkami nustatymai gali sukelti įtempių koncentraciją ir per didelę karščio paveiktą zoną, dėl kurios gali atsirasti įtrūkimų ir skilimų. Tinkamas parametrų reguliavimas pagal plokštelių medžiagą, storį ir pjovimo reikalavimus yra labai svarbus norint pasiekti norimų pjovimo rezultatų. | Tinkami proceso parametrai užtikrina tikslų pjovimą ir sumažina defektų, tokių kaip įtrūkimai ir skilimas, riziką. |
| Įranga ir medžiagų veiksniai | -Ašmenų kokybėPjovimo proceso sklandumui ir pjovimo paviršiaus lygumui įtakos turi ašmenų medžiaga, kietumas ir atsparumas dilimui. Prastos kokybės ašmenys padidina trintį ir terminį įtempį, todėl gali atsirasti įtrūkimų ar nuskilinėjimų. Tinkamos ašmenų medžiagos pasirinkimas yra labai svarbus. -Aušinimo skysčio našumasAušinimo skysčiai padeda sumažinti pjovimo temperatūrą, trintį ir pašalinti šiukšles. Neefektyvus aušinimo skystis gali sukelti aukštą temperatūrą ir šiukšlių kaupimąsi, o tai turi įtakos pjovimo kokybei ir efektyvumui. Labai svarbu pasirinkti efektyvius ir aplinkai nekenksmingus aušinimo skysčius. | Disko kokybė turi įtakos pjovimo tikslumui ir lygumui. Neefektyvus aušinimo skystis gali lemti prastą pjovimo kokybę ir efektyvumą, todėl reikia optimaliai naudoti aušinimo skystį. |
| Proceso kontrolė ir kokybės kontrolė | -Proceso valdymasPagrindinių pjovimo parametrų stebėjimas ir reguliavimas realiuoju laiku, siekiant užtikrinti pjovimo proceso stabilumą ir nuoseklumą. -Kokybės patikraIšvaizdos patikrinimai po pjovimo, matmenų matavimai ir elektrinių charakteristikų bandymai padeda greitai nustatyti ir išspręsti kokybės problemas, pagerinant pjovimo tikslumą ir nuoseklumą. | Tinkama proceso kontrolė ir kokybės patikra padeda užtikrinti nuoseklius, aukštos kokybės pjovimo rezultatus ir ankstyvą galimų problemų nustatymą. |
Pjovimo kokybės gerinimas
Pjovimo kokybei gerinti reikalingas visapusiškas požiūris, atsižvelgiant į proceso parametrus, įrangos ir medžiagų pasirinkimą, proceso valdymą ir patikrą. Nuolat tobulinant pjovimo technologijas ir optimizuojant proceso metodus, galima dar labiau padidinti plokštelių pjovimo tikslumą ir stabilumą, suteikiant patikimesnę techninę paramą puslaidininkių gamybos pramonei.
#03 Tvarkymas ir bandymas po pjovimo
3.1 Valymas ir džiovinimas
Valymo ir džiovinimo etapai po plokštelių pjovimo yra labai svarbūs siekiant užtikrinti lustų kokybę ir sklandų vėlesnių procesų eigą. Šiame etape būtina kruopščiai pašalinti silicio šiukšles, aušinimo skysčio likučius ir kitus teršalus, susidariusius pjovimo metu. Taip pat svarbu užtikrinti, kad lustai nebūtų pažeisti valymo metu, o po džiovinimo užtikrinti, kad ant lustų paviršiaus neliktų drėgmės, kad būtų išvengta tokių problemų kaip korozija ar elektrostatinė iškrova.

Pjovimo procesas: valymo ir džiovinimo procesas
| Proceso žingsnis | Turinys | Poveikis |
| Valymo procesas | -MetodasValymui naudokite specializuotas valymo priemones ir gryną vandenį, kartu su ultragarsiniu arba mechaniniu šepečiu. | Užtikrina kruopštų teršalų pašalinimą ir apsaugo drožles nuo pažeidimų valymo metu. |
| -Valymo priemonės pasirinkimasPasirinkite pagal plokštelės medžiagą ir teršalų tipą, kad užtikrintumėte efektyvų valymą nepažeidžiant lusto. | Tinkamas valymo priemonių pasirinkimas yra raktas į efektyvų valymą ir apsaugą nuo įbrėžimų. | |
| -Parametrų valdymasGriežtai kontroliuokite valymo temperatūrą, laiką ir valymo tirpalo koncentraciją, kad išvengtumėte kokybės problemų, kurias sukelia netinkamas valymas. | Valdikliai padeda išvengti plokštelės pažeidimo ar teršalų palikimo, užtikrinant pastovią kokybę. | |
| Džiovinimo procesas | -Tradiciniai metodaiNatūralus oro džiovinimas ir karšto oro džiovinimas yra mažai efektyvūs ir gali sukelti statinės elektros kaupimąsi. | Gali sulėtinti džiūvimo laiką ir sukelti statinės elektros problemų. |
| -Šiuolaikinės technologijosNaudokite pažangias technologijas, tokias kaip vakuuminis džiovinimas ir infraraudonųjų spindulių džiovinimas, kad drožlės greitai išdžiūtų ir būtų išvengta žalingo poveikio. | Greitesnis ir efektyvesnis džiovinimo procesas, sumažinantis statinės iškrovos ar su drėgme susijusių problemų riziką. | |
| Įrangos pasirinkimas ir priežiūra | -Įrangos pasirinkimasDidelio našumo valymo ir džiovinimo mašinos pagerina apdorojimo efektyvumą ir tiksliai kontroliuoja galimas problemas tvarkymo metu. | Aukštos kokybės mašinos užtikrina geresnį apdorojimą ir sumažina klaidų tikimybę valymo ir džiovinimo metu. |
| -Įrangos priežiūraReguliarus įrangos patikrinimas ir priežiūra užtikrina optimalią jos darbinę būklę, garantuojant lustų kokybę. | Tinkama priežiūra padeda išvengti įrangos gedimų, užtikrina patikimą ir aukštos kokybės apdorojimą. |
Valymas ir džiovinimas po pjovimo
Valymo ir džiovinimo etapai po plokštelių pjovimo yra sudėtingi ir subtilūs procesai, reikalaujantys kruopštaus daugelio veiksnių įvertinimo, siekiant užtikrinti galutinį apdorojimo rezultatą. Naudojant mokslinius metodus ir griežtas procedūras, galima užtikrinti, kad kiekvienas lustas patektų į vėlesnius pakavimo ir bandymo etapus optimalios būklės.
Patikrinimas ir bandymas po pjovimo
| Žingsnis | Turinys | Poveikis |
| Patikrinimo žingsnis | 1.Vizualinė apžiūraNaudokite vizualinę arba automatinę patikros įrangą, kad patikrintumėte, ar lusto paviršiuje nėra matomų defektų, tokių kaip įtrūkimai, nuskilimai ar užterštumas. Greitai nustatykite fiziškai pažeistus lustus, kad išvengtumėte atliekų. | Padeda anksti nustatyti ir pašalinti defektinius drožles, taip sumažinant medžiagų nuostolius. |
| 2.Dydžio matavimasNaudokite tikslius matavimo prietaisus, kad tiksliai išmatuotumėte drožlių matmenis, užtikrindami, kad pjovimo dydis atitiktų projekto specifikacijas, ir išvengtumėte našumo problemų ar pakavimo sunkumų. | Užtikrina, kad lustai neviršytų reikiamų dydžio ribų, taip išvengiant našumo pablogėjimo ar surinkimo problemų. | |
| 3.Elektros charakteristikų bandymaiĮvertinkite pagrindinius elektrinius parametrus, tokius kaip varža, talpa ir induktyvumas, kad nustatytumėte neatitinkančius reikalavimus lustus ir užtikrintumėte, jog į kitą etapą patektų tik našumą atitinkantys lustai. | Užtikrina, kad procese bus naudojami tik funkcionalūs ir našumo patikrinti lustai, taip sumažinant gedimų riziką vėlesniuose etapuose. | |
| Testavimo žingsnis | 1.Funkcinis testavimasPatikrinkite, ar pagrindinės mikroschemos funkcijos veikia taip, kaip numatyta, identifikuodami ir pašalindami mikroschemas su funkciniais sutrikimais. | Užtikrina, kad lustai atitiktų pagrindinius veikimo reikalavimus prieš pereinant į vėlesnius etapus. |
| 2.Patikimumo testavimasĮvertinkite lusto veikimo stabilumą ilgalaikio naudojimo arba atšiauriomis sąlygomis, paprastai atlikdami senėjimo aukštoje temperatūroje, žemos temperatūros ir drėgmės bandymus, kad imituotumėte realias ekstremalias sąlygas. | Užtikrina patikimą lustų veikimą įvairiomis aplinkos sąlygomis, pagerindamas produkto ilgaamžiškumą ir stabilumą. | |
| 3.Suderinamumo testavimasPatikrinkite, ar lustas tinkamai veikia su kitais komponentais ar sistemomis, užtikrindami, kad nėra gedimų ar našumo pablogėjimo dėl nesuderinamumo. | Užtikrina sklandų veikimą realiose programose, užkertant kelią suderinamumo problemoms. |
3.3 Pakavimas ir sandėliavimas
Po plokštelių pjovimo lustai yra labai svarbus puslaidininkių gamybos proceso rezultatas, todėl jų pakavimo ir sandėliavimo etapai yra ne mažiau svarbūs. Tinkamos pakavimo ir sandėliavimo priemonės yra būtinos ne tik siekiant užtikrinti lustų saugumą ir stabilumą transportavimo ir sandėliavimo metu, bet ir siekiant suteikti tvirtą pagrindą vėlesniems gamybos, bandymų ir pakavimo etapams.
Tikrinimo ir bandymo etapų santrauka:
Lustų patikros ir bandymo etapai po plokštelių pjovimo apima įvairius aspektus, įskaitant vizualinę apžiūrą, dydžio matavimą, elektrinių charakteristikų bandymus, funkcinius bandymus, patikimumo bandymus ir suderinamumo bandymus. Šie etapai yra tarpusavyje susiję ir vienas kitą papildantys, sudarydami tvirtą barjerą, užtikrinantį produkto kokybę ir patikimumą. Taikant griežtas patikros ir bandymo procedūras, galima greitai nustatyti ir išspręsti galimas problemas, užtikrinant, kad galutinis produktas atitiktų klientų reikalavimus ir lūkesčius.
| Aspektas | Turinys |
| Pakavimo priemonės | 1.AntistatinisPakavimo medžiagos turėtų pasižymėti puikiomis antistatinėmis savybėmis, kad statinė elektra nepažeistų įrenginių ar neturėtų įtakos jų veikimui. |
| 2.Atsparus drėgmeiPakavimo medžiagos turi būti atsparios drėgmei, kad būtų išvengta korozijos ir elektros charakteristikų pablogėjimo dėl drėgmės. | |
| 3.Atsparus smūgiamsPakavimo medžiagos turėtų užtikrinti veiksmingą smūgių amortizaciją, kad lustai būtų apsaugoti nuo vibracijos ir smūgių transportavimo metu. | |
| Saugojimo aplinka | 1.Drėgmės kontrolėGriežtai kontroliuokite drėgmę tinkamame diapazone, kad išvengtumėte drėgmės absorbcijos ir korozijos, kurią sukelia per didelė drėgmė, arba statinių problemų, kurias sukelia per maža drėgmė. |
| 2.ŠvaraPalaikykite švarią sandėliavimo aplinką, kad drožlės neužterštų dulkėmis ir priemaišomis. | |
| 3.Temperatūros kontrolėNustatykite tinkamą temperatūros diapazoną ir palaikykite temperatūros stabilumą, kad išvengtumėte pagreitėjusio senėjimo dėl per didelio karščio ar kondensacijos problemų, kurias sukelia žema temperatūra. | |
| Reguliarus patikrinimas | Reguliariai tikrinkite ir įvertinkite saugomus lustus, atlikdami vizualinę apžiūrą, dydžio matavimus ir elektros veikimo bandymus, kad laiku nustatytumėte ir išspręstumėte galimas problemas. Atsižvelgdami į saugojimo laiką ir sąlygas, suplanuokite lustų naudojimą, kad jie būtų naudojami optimalios būklės. |

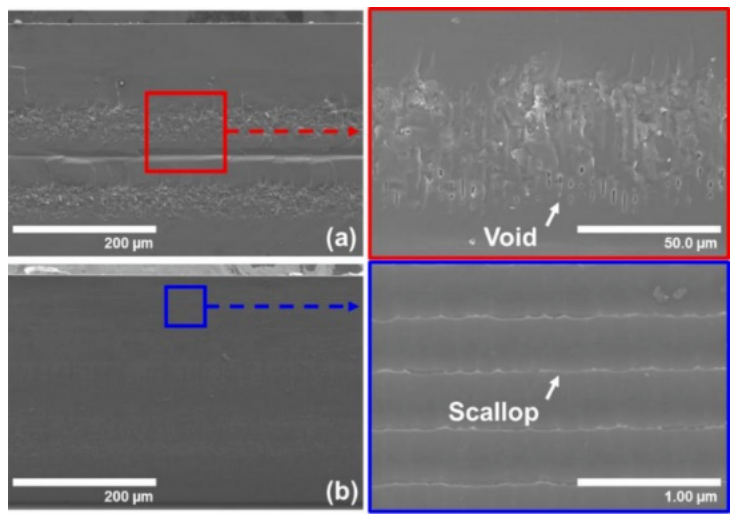
Mikroįtrūkimų ir pažeidimų problema plokštelių pjovimo proceso metu yra didelis iššūkis puslaidininkių gamyboje. Pjovimo įtempis yra pagrindinė šio reiškinio priežastis, nes jis sukuria mažyčius įtrūkimus ir pažeidimus plokštelės paviršiuje, todėl padidėja gamybos sąnaudos ir sumažėja produkto kokybė.
Norint išspręsti šį iššūkį, labai svarbu sumažinti pjovimo įtempį ir įdiegti optimizuotus pjovimo metodus, įrankius ir sąlygas. Atidus dėmesys tokiems veiksniams kaip ašmenų medžiaga, pjovimo greitis, slėgis ir aušinimo metodai gali padėti sumažinti mikroįtrūkimų susidarymą ir pagerinti bendrą proceso našumą. Be to, nuolat atliekami tyrimai, skirti pažangesnėms pjovimo technologijoms, tokioms kaip lazerinis pjaustymas, ieškoti būdų, kaip dar labiau sušvelninti šias problemas.
Kadangi tai trapi medžiaga, plokštelės yra linkusios vidiniams struktūriniams pokyčiams, kai yra veikiamos mechaninio, terminio ar cheminio įtempimo, dėl ko susidaro mikroįtrūkimai. Nors šie įtrūkimai gali būti ne iš karto pastebimi, gamybos procesui tęsiantis jie gali išsiplėsti ir padaryti rimtesnę žalą. Ši problema tampa ypač problemiška vėlesniuose pakavimo ir bandymo etapuose, kai temperatūros svyravimai ir papildomi mechaniniai įtempiai gali sukelti šių mikroįtrūkimų išsivystymą į matomus lūžius, galinčius sukelti lustų gedimą.
Siekiant sumažinti šią riziką, būtina kruopščiai kontroliuoti pjovimo procesą, optimizuojant tokius parametrus kaip pjovimo greitis, slėgis ir temperatūra. Naudojant mažiau agresyvius pjovimo metodus, tokius kaip lazerinis pjaustymas, galima sumažinti mechaninį įtempį ant plokštelės ir sumažinti mikroįtrūkimų susidarymą. Be to, pažangių tikrinimo metodų, tokių kaip infraraudonųjų spindulių skenavimas arba rentgeno spindulių vaizdavimas, įdiegimas plokštelės pjaustymo proceso metu gali padėti aptikti šiuos ankstyvos stadijos įtrūkimus, kol jie nepadarė tolesnės žalos.
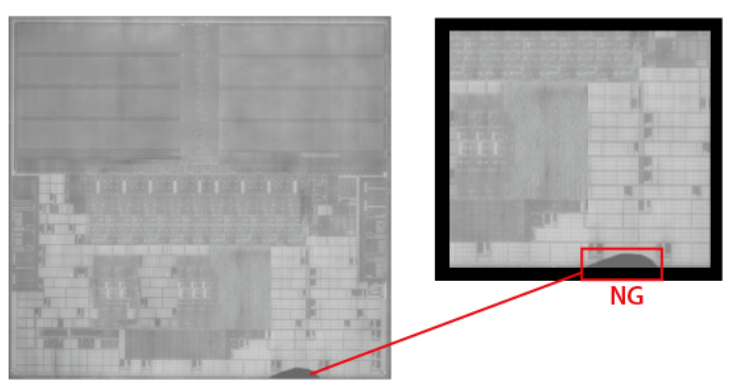
Plokštelės paviršiaus pažeidimas yra didelis rūpestis pjaustymo procese, nes jis gali turėti tiesioginės įtakos lusto našumui ir patikimumui. Tokią žalą gali sukelti netinkamas pjovimo įrankių naudojimas, neteisingi pjovimo parametrai arba pačioje plokštelėje esantys medžiagų defektai. Nepriklausomai nuo priežasties, šie pažeidimai gali sukelti grandinės elektrinės varžos ar talpos pokyčius, kurie turi įtakos bendram našumui.
Siekiant išspręsti šias problemas, nagrinėjamos dvi pagrindinės strategijos:
1. Pjovimo įrankių ir parametrų optimizavimasNaudojant aštresnius peiliukus, reguliuojant pjovimo greitį ir keičiant pjovimo gylį, galima sumažinti įtempių koncentraciją pjovimo proceso metu, taip sumažinant žalos tikimybę.
2. Naujų pjovimo technologijų tyrinėjimasPažangios technologijos, tokios kaip lazerinis ir plazminis pjovimas, užtikrina didesnį tikslumą ir tuo pačiu gali sumažinti plokštelės pažeidimo lygį. Šios technologijos yra tiriamos siekiant rasti būdų, kaip pasiekti didelį pjovimo tikslumą, kartu sumažinant plokštelės terminį ir mechaninį įtempimą.
Terminio poveikio zona ir jos poveikis veikimui
Terminio pjovimo procesuose, tokiuose kaip lazerinis ir plazminis pjovimas, aukšta temperatūra neišvengiamai sukuria terminio smūgio zoną plokštelės paviršiuje. Šioje srityje, kurioje yra didelis temperatūros gradientas, gali pasikeisti medžiagos savybės ir paveikti galutinį lusto našumą.
Terminio poveikio zonos (TAZ) poveikis:
Kristalinės struktūros pokyčiaiAukštoje temperatūroje plokštelės medžiagos atomai gali persitvarkyti, sukeldami kristalinės struktūros iškraipymus. Šis iškraipymas silpnina medžiagą, sumažindamas jos mechaninį stiprumą ir stabilumą, o tai padidina lustų gedimo riziką naudojimo metu.
Elektrinių savybių pokyčiaiAukšta temperatūra gali pakeisti krūvininkų koncentraciją ir judrumą puslaidininkinėse medžiagose, o tai turi įtakos lusto elektriniam laidumui ir srovės perdavimo efektyvumui. Šie pokyčiai gali sumažinti lusto našumą, todėl jis gali tapti netinkamas numatytam tikslui.
Siekiant sušvelninti šį poveikį, temperatūros kontrolė pjovimo metu, pjovimo parametrų optimizavimas ir tokių metodų kaip aušinimo purkštukai ar papildomo apdorojimo tyrimai yra esminės strategijos, siekiant sumažinti terminio poveikio mastą ir išlaikyti medžiagos vientisumą.
Apskritai, tiek mikroįtrūkimai, tiek terminio smūgio zonos yra esminiai iššūkiai plokštelių pjaustymo technologijoje. Siekiant pagerinti puslaidininkių gaminių kokybę ir padidinti jų konkurencingumą rinkoje, reikės tęsti tyrimus kartu su technologine pažanga ir kokybės kontrolės priemonėmis.
Šiluminio poveikio zonos kontrolės priemonės:
Pjovimo proceso parametrų optimizavimasSumažinus pjovimo greitį ir galią, galima efektyviai sumažinti terminio smūgio zonos (TAZ) dydį. Tai padeda kontroliuoti pjovimo proceso metu susidarančios šilumos kiekį, kuris tiesiogiai veikia plokštelės medžiagos savybes.
Pažangios aušinimo technologijosTechnologijų, tokių kaip aušinimas skystu azotu ir mikrofluidiniu aušinimu, taikymas gali gerokai apriboti terminio smūgio zonos diapazoną. Šie aušinimo metodai padeda efektyviau išsklaidyti šilumą, taip išsaugant plokštelės medžiagos savybes ir sumažinant terminį pažeidimą.
Medžiagų pasirinkimasTyrėjai tyrinėja naujas medžiagas, tokias kaip anglies nanovamzdeliai ir grafenas, kurios pasižymi puikiu šilumos laidumu ir mechaniniu stiprumu. Šios medžiagos gali sumažinti terminio smūgio zoną ir kartu pagerinti bendrą lustų našumą.
Apibendrinant galima teigti, kad nors terminio smūgio zona yra neišvengiama terminio pjovimo technologijų pasekmė, ją galima efektyviai kontroliuoti optimizuojant apdorojimo metodus ir parenkant medžiagas. Būsimi tyrimai greičiausiai bus skirti terminio pjovimo procesų tikslinimui ir automatizavimui, siekiant efektyvesnio ir tikslesnio plokštelių pjaustymo.
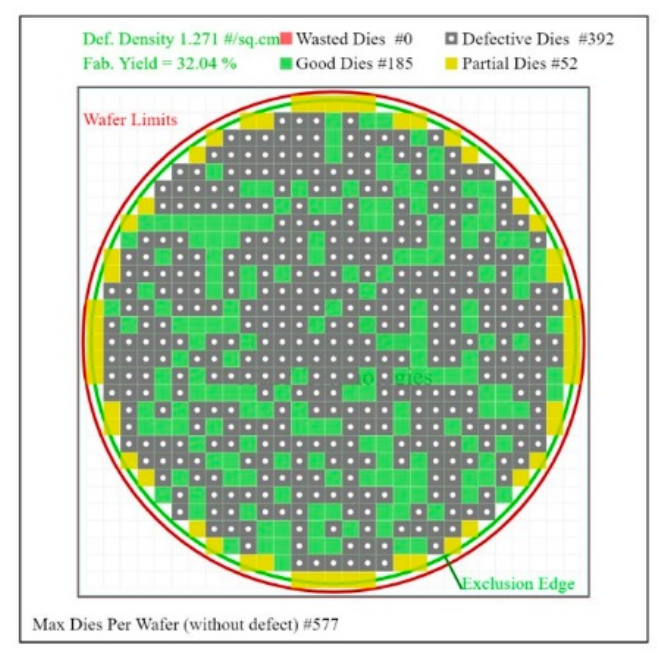
Balansavimo strategija:
Optimalaus balanso tarp plokštelių išeigos ir gamybos efektyvumo pasiekimas yra nuolatinis iššūkis plokštelių pjaustymo technologijoje. Gamintojai turi atsižvelgti į daugelį veiksnių, tokių kaip rinkos paklausa, gamybos sąnaudos ir produkto kokybė, kad sukurtų racionalią gamybos strategiją ir proceso parametrus. Tuo pačiu metu, norint išlaikyti ar net pagerinti išeigą ir padidinti gamybos efektyvumą, būtina įdiegti pažangią pjovimo įrangą, tobulinti operatorių įgūdžius ir sustiprinti žaliavų kokybės kontrolę.
Būsimi iššūkiai ir galimybės:
Tobulėjant puslaidininkių technologijoms, plokštelių pjovimas susiduria su naujais iššūkiais ir galimybėmis. Mažėjant lustų dydžiams ir didėjant integracijai, žymiai auga pjovimo tikslumo ir kokybės reikalavimai. Tuo pat metu atsirandančios technologijos suteikia naujų idėjų plokštelių pjovimo technikų plėtrai. Gamintojai turi neatsilikti nuo rinkos dinamikos ir technologinių tendencijų, nuolat koreguodami ir optimizuodami gamybos strategijas bei proceso parametrus, kad atitiktų rinkos pokyčius ir technologinius poreikius.
Apibendrinant galima teigti, kad atsižvelgdami į rinkos paklausos, gamybos sąnaudų ir produktų kokybės aspektus, diegdami pažangią įrangą ir technologijas, tobulindami operatorių įgūdžius ir stiprindami žaliavų kontrolę, gamintojai gali pasiekti geriausią pusiausvyrą tarp plokštelių išeigos ir gamybos efektyvumo plokštelių pjaustymo metu, o tai lemia efektyvią ir aukštos kokybės puslaidininkių gaminių gamybą.
Ateities perspektyvos:
Sparčiai tobulėjant technologijoms, puslaidininkių technologijos vystosi precedento neturinčiu tempu. Plokščių pjovimo technologija, kaip svarbus žingsnis puslaidininkių gamyboje, yra pasirengusi įdomioms naujovėms. Žvelgiant į ateitį, tikimasi, kad plokštelių pjovimo technologija pasieks reikšmingų tikslumo, efektyvumo ir kainos patobulinimų, suteikdama naujos energijos nuolatiniam puslaidininkių pramonės augimui.
Didesnis tikslumas:
Siekiant didesnio tikslumo, plokštelių pjovimo technologijos nuolat peržengs esamų procesų ribas. Išsamiai ištyrus fizinius ir cheminius pjovimo proceso mechanizmus ir tiksliai kontroliuojant pjovimo parametrus, bus pasiekti geresni pjovimo rezultatai, atitinkantys vis sudėtingesnius grandinių projektavimo reikalavimus. Be to, naujų medžiagų ir pjovimo metodų tyrimas žymiai padidins našumą ir kokybę.
Efektyvumo didinimas:
Nauja plokštelių pjovimo įranga bus orientuota į išmanųjį ir automatizuotą projektavimą. Pažangių valdymo sistemų ir algoritmų diegimas leis įrangai automatiškai koreguoti pjovimo parametrus, kad būtų galima pritaikyti jas skirtingoms medžiagoms ir projektavimo reikalavimams, taip žymiai pagerinant gamybos efektyvumą. Tokios inovacijos kaip kelių plokštelių pjovimo technologija ir greito peiliukų keitimo sistemos atliks lemiamą vaidmenį didinant efektyvumą.
Išlaidų mažinimas:
Sąnaudų mažinimas yra pagrindinė plokščių pjovimo technologijos plėtros kryptis. Tobulėjant naujoms medžiagoms ir pjovimo metodams, tikimasi, kad bus veiksmingai kontroliuojamos įrangos sąnaudos ir priežiūros išlaidos. Be to, optimizavus gamybos procesus ir sumažinus atliekų kiekį, gamybos metu susidarys dar labiau sumažės atliekos, o tai sumažins bendras gamybos sąnaudas.
Išmanioji gamyba ir daiktų internetas:
Išmaniosios gamybos ir daiktų interneto (IoT) technologijų integracija atneš transformacinių pokyčių plokštelių pjovimo technologijoje. Dėl įrenginių tarpusavio ryšio ir duomenų mainų, kiekvieną gamybos proceso etapą galima stebėti ir optimizuoti realiuoju laiku. Tai ne tik pagerina gamybos efektyvumą ir produkto kokybę, bet ir suteikia įmonėms tikslesnę rinkos prognozę bei sprendimų priėmimo paramą.
Ateityje plokštelių pjovimo technologijos pasieks didelę pažangą tikslumo, efektyvumo ir kainos srityse. Šie pasiekimai skatins tolesnę puslaidininkių pramonės plėtrą ir atneš daugiau technologinių inovacijų bei patogumų žmonių visuomenei.
Įrašo laikas: 2024 m. lapkričio 19 d.